1米1.5米2米3米4米5米6米焊接平臺價格

1米1.5米2米3米4米5米6米焊接平臺價格
本公司焊接平臺規格1米2米3米4米5米6米現貨供應,服務熱線:0317-8033553,聯系人:綦經理 手機:13931733323
焊接平臺 焊接平板簡介:
焊接平臺的質量檢測的八條標準
焊接平臺工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
焊接平臺工作面的硬度應為HB 170-220。
焊接平臺相對兩個側面上,應設置有安裝手柄、吊環等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時應考慮盡量減少因吊裝而引起的變動。
焊接平臺工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應型砂、且表面平整,涂漆牢固。各棱邊應修鈍。在精度等級低于“00”級的平板工作面上,對于直徑小于15mm的砂允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
焊接平臺應經過穩定性處理和去磁
焊接平臺應采用細顆料的灰口鑄鐵或合金鑄鐵制造。
焊接平臺工作面應采用刮削工藝,對于“3”級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差Ra值應不大于5um
根據用戶要求,在劃線平板工作面上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。 焊焊接平臺用途:用來進行工件的焊接工藝,和鉚焊平板不同,上面沒有孔,工作面為平面或T型槽.
焊接平臺工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
焊接平臺工作面的硬度應為HB 170-220。
焊接平臺相對兩個側面上,應設置有安裝手柄、吊環等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時應考慮盡量減少因吊裝而引起的變動。
焊接平臺工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應型砂、且表面平整,涂漆牢固。各棱邊應修鈍。在精度等級低于“00”級的平板工作面上,對于直徑小于15mm的砂允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
焊接平臺應經過穩定性處理和去磁
焊接平臺應采用細顆料的灰口鑄鐵或合金鑄鐵制造。
焊接平臺工作面應采用刮削工藝,對于“3”級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差Ra值應不大于5um
根據用戶要求,在劃線平板工作面上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。 焊焊接平臺用途:用來進行工件的焊接工藝,和鉚焊平板不同,上面沒有孔,工作面為平面或T型槽.
焊接平臺 鑄鐵平臺規格參數: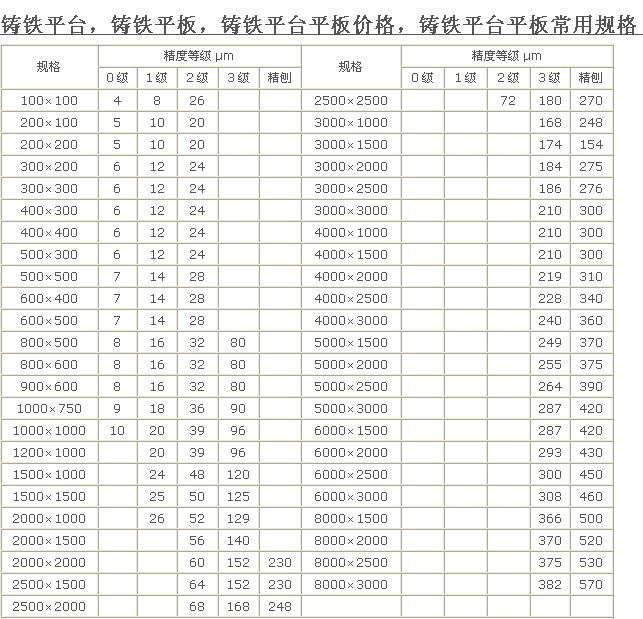






產品總目錄
PRODUCT
聯系方式

泊頭市一揚鑄業有限公司
河北滄州市泊頭市交河鎮白王莊村
電話:0317-8033553
傳真:0317-8032553
手機:13931733323
13031591966
Q Q: 914241451
聯系人:綦經理
郵編:062151
郵箱:botouyiyang@126.com
電話:0317-8033553
傳真:0317-8032553
手機:13931733323
13031591966
Q Q: 914241451
聯系人:綦經理
郵編:062151
郵箱:botouyiyang@126.com

公司名稱:泊頭市一揚鑄業有限公司 公司地址:河北滄州市泊頭市交河鎮白王莊村 電話:0317-8033553 傳真:0317-8032553 手機:13031591966 網址:http://www.www9ffav.com
泊頭市一揚鑄業有限公司 2011(C)版權所有 并對網站所有內容保留解釋權 冀ICP備20017323號-1

冀公網安備 13098102000539號
PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝微博